Af: Peter Larsen
Begyndelsen af 1800-tallet var de store sejlskibes tid. Til et typisk linjeskib skulle der bruges omkring 1000 taljeblokke af forskellig størrelse, til at styre sejl, kanoner mm. Den engelske flåde brugte over 100.000 nye taljeblokke hvert år, og kvaliteten var vigtig – på et krigsskib kan det være fatalt, hvis en taljeblok blokerer eller går i stykker. Taljeblokkene blev lavet hos underleverandører, kvaliteten var ikke ensartet, der var leveringsproblemer og de var dyre.
I 1802 kom ingeniøren Marc Isambard Brunel med et forslag til en række maskiner, der kunne producere taljeblokke. Forslaget blev accepteret, og efter eksperimentering og indkøring var fabrikken klar i 1807 – maskinerne var stillet op i en produktionslinje, så de enkelte operationer kom i rækkefølge. I 1808 blev der produceret 130.000 taljeblokke til den engelske flåde. Fabrikken producerede taljeblokke helt frem til 1965.
En taljeblok består af fire forskellige dele, et taljehus, et (eller flere) taljehjul, en aksel og en metalbøsning til at mindske sliddet mellem aksel og taljehjul. Taljeblokkene blev fremstillet i tre forskellige størrelser, en produktionslinje til hver størrelse.
Til at fremstille de forskellige dele var der i alt 45 maskiner, 22 forskellige typer; forskellige rundsave, maskiner til at dreje aksler og forskellige stemmemaskiner. Maskinerne blev drevet af to 30 hk stationære dampmaskiner, der trak forlagsaksler. Med maskineriet kunne 10 ufaglærte producere lige så mange taljeblokke som 110 faglærte håndværkere.
Maskinerne var stort set håndlavede, de eneste værktøjsmaskiner man havde på det tidspunkt var boremaskiner og drejebænke. Alle flader måtte mejsles, files og skrabes. Hver skrue passede med sin egen møtrik og var nummereret. Ingen udskiftelige dele. Materialerne var støbejern og smedejern, messing og bronze, der gav maskinerne stivhed og dermed nøjagtighed.
Omkostningerne blev tjent ind på tre år. Brunel fik en andel af den årlige besparelse, i 1810 blev det til omkring 21.174 pund.
Man havde fundet på nogle principper, der kom til at få stor betydning for udviklingen af produktionsudstyr:
Ved den første operation blev der automatisk sat mærker ved opspændingen, så emnet kunne positioneres nøjagtigt ved de efterfølgende operationer.
Der blev brugt værktøjsholdere, så værktøjer kunne udskiftes.
Ekspanderende kæber greb i udboringer for at fastholde emner.
To-delte kæber greb om emner.
Maskiner stoppede automatisk.
Taljehjul og aksler var ombyttelige.
Ufaglærte i stedet for faglærte – hver arbejder var oplært i brugen af flere maskiner, så de kunne flyttes rundt efter behov.
Fremstilling af taljeblokke
Fremstilling af taljehuset
Materialet til taljehuset er rektangulære blokke af elmetræ, udskåret med rundsav.
1. Boremaskine.
Der bores et hul i blokken til akslen.
Vinkelret på hullet til akslen bores et hul, hvor stemmemaskinen kan starte. Spændemekanismen afsætter mærker, hvor blokken skal spændes op i de følgende maskiner, for at sikre ensartethed.
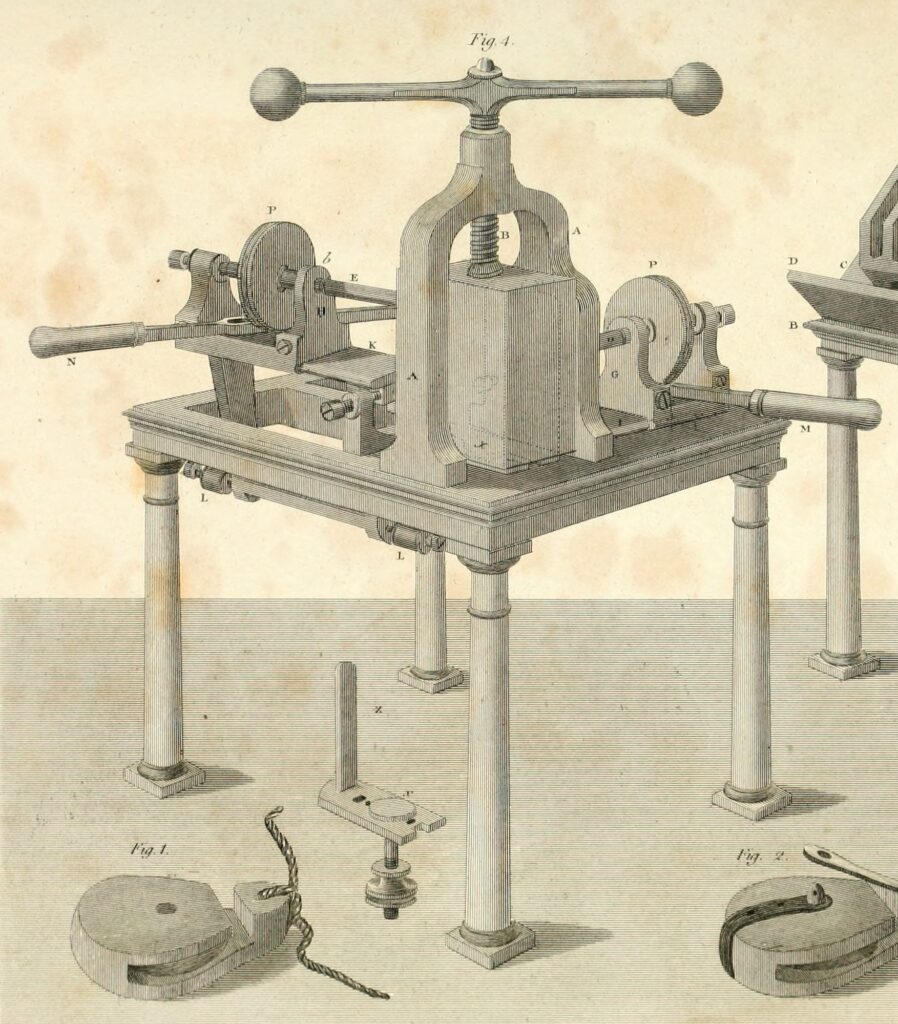
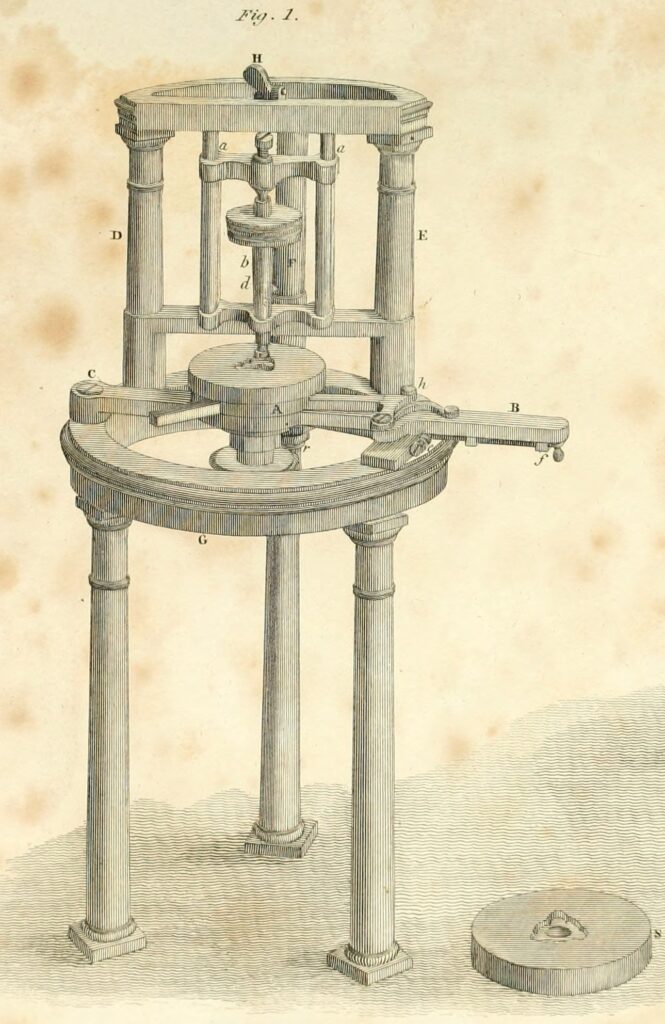
2. Stemmemaskine.
Hullet til taljehjul udstemmes i blokken.
Stemmejernet bevæger sig lodret, mens blokken flyttes gradvis for hver bevægelse.
Maskinen stopper automatisk, når udstemningen er færdig.
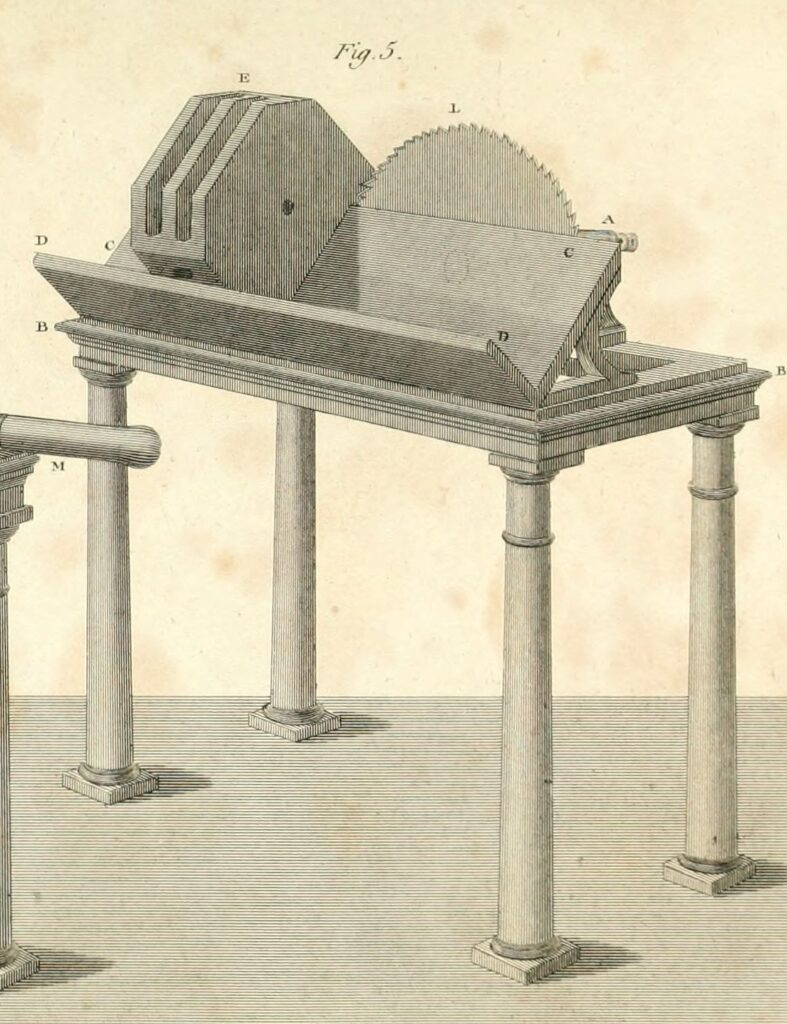
3. Skæremaskine.
Hjørner saves af blokken med rundsav.
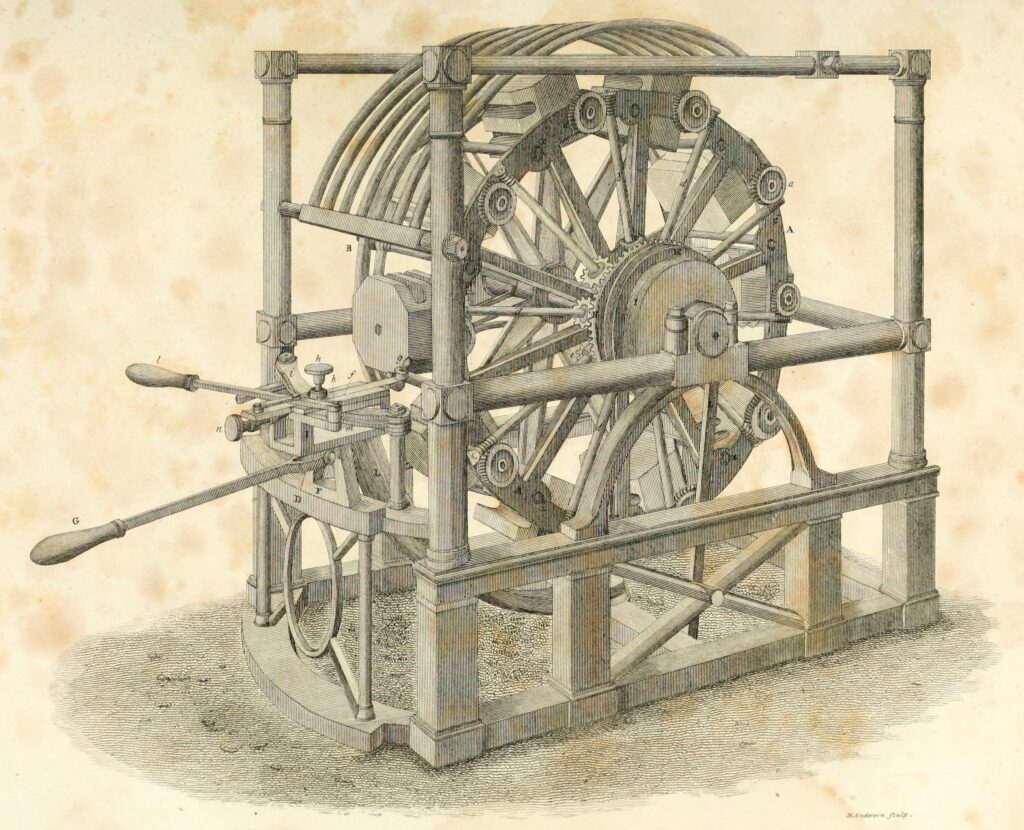
4. Fræsemaskine.
Blokken fræses, så den er afrundet.
På maskinen er et antal blokke fastgjort på et hjul.
Fræsejernet kører i en kurve over blokkene, mens hjulet drejer. Efter en omdrejning drejes blokkene 90 grader, så en ny overflade kan fræses.
5. Fræsemaskine.
Til sidst placeres blokken i en maskine, der fræser en fordybning, hvor reb kan fastgøres.
Fremstilling af taljehjul
Materialet til taljehjulene er skiver af pokkenholt (meget hård træsort).
En skive skæres af en pokkenholt-stamme. Maskinen drejer stammen samtidig med at en rundsav kører, så der opnås en ensartet tykkelse. Efter afskæring flytter en ledeskrue stammes frem, så næste skive får nøjagtig samme tykkelse.
1. Bore/drejemaskine.
Der bores hul i midten og skiven drejes rund.
2. Fræsemaskine.
Der fræses ud til bøsningen.
3. Nittemaskine. Bøsningen placeres i skiven og nittes fast.
4. Rømmemaskine. Bøsningen rømmes, så den passer nøjagtigt til akslen.
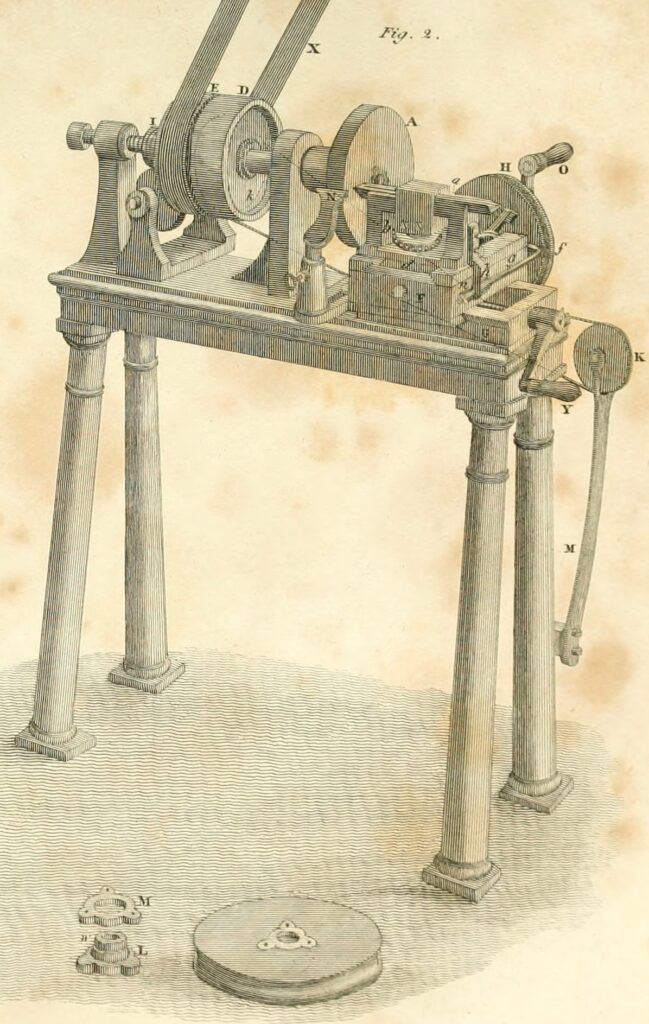
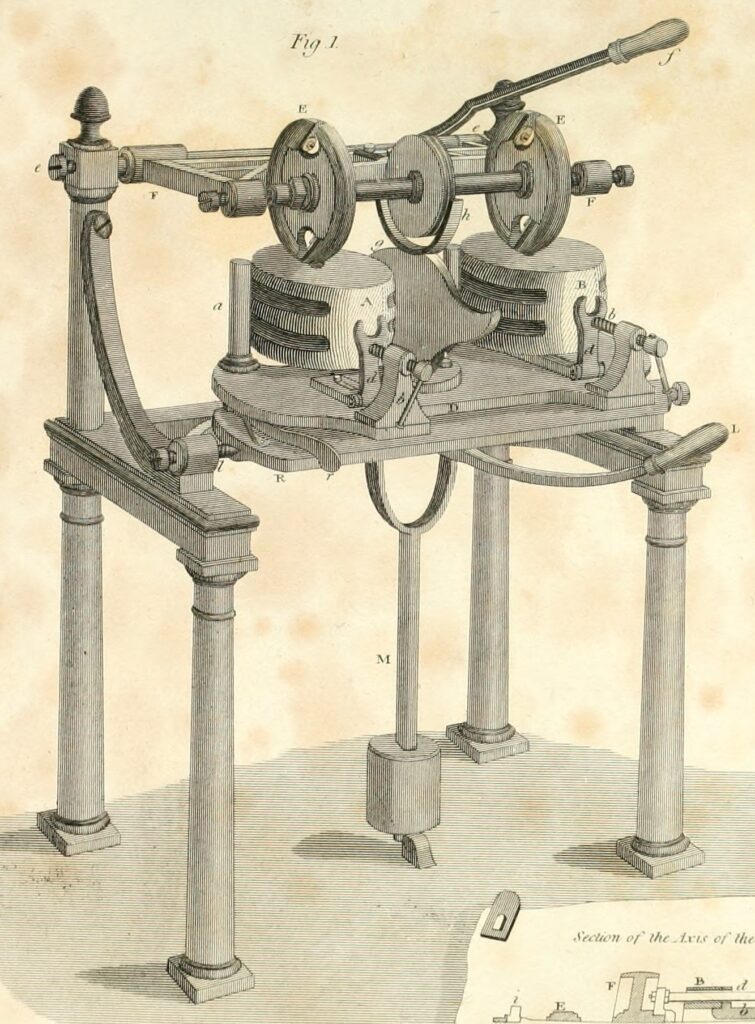
5. Drejemaskine.
Taljehjulet drejes af på begge sider, og sporet til tovværket drejes.
Fremstilling af aksler og bøsninger
Aksler.
Materiale til aksler var smedet i overstørrelse, med en firkant i den ene ende. Aksler blev drejet til given størrelse på en drejemaskine.
Bøsninger.
Bøsninger var støbt i klokke-metal (bronze), med smøregange i hullet. Den ene ende af bøsningen havde en flange, mens en løs ring fulgte med til den anden ende. Flange og ring blev nittet til taljehjulet.
Til sidst blev taljehusene høvlet glatte med en bugthøvl pr. håndkraft, og samlet med taljehjul og aksel, og lagt på lager.
Hvilke problemer løste Brunel med sine maskiner?
Kan I forklare, hvordan maskinerne virkede? Kig grundigt på billederne.
Hvad havde Brunel fundet på i forhold til arbejdsdeling, specialisering, mekanisering og automatisering?
Illustrationer fra The Edinburgh Encyclopedia, 1832, redigeret af David Brewster. Hentet fra catalog.hathitrust.org/Record/001906582/Home